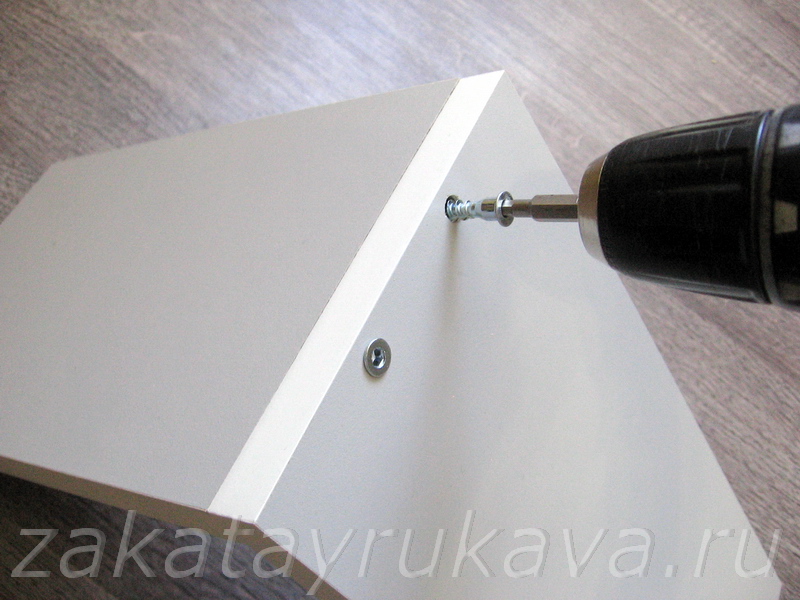
 Самым распространённым типом крепежа для соединения деталей корпусной мебели, изготовленной из ЛДСП, ЛМДФ и других плитных материалов, является конфирмат (евровинт, еврошуруп). Этот тип крепежа требует предварительного засверливания двух разных по диаметру отверстий: глухого несквозного отверстия в торце одной соединяемой детали для резьбовой части конфирмата и сквозного отверстия в плоскости (пласти) второй детали. В процессе сборки, конфирмат вкручивается до тех пор, пока его шляпка ни утопится заподлицо. Шляпка может быть закрыта декоративным заглушками в цвет материала, как показано на рисунке ниже.
Самым распространённым типом крепежа для соединения деталей корпусной мебели, изготовленной из ЛДСП, ЛМДФ и других плитных материалов, является конфирмат (евровинт, еврошуруп). Этот тип крепежа требует предварительного засверливания двух разных по диаметру отверстий: глухого несквозного отверстия в торце одной соединяемой детали для резьбовой части конфирмата и сквозного отверстия в плоскости (пласти) второй детали. В процессе сборки, конфирмат вкручивается до тех пор, пока его шляпка ни утопится заподлицо. Шляпка может быть закрыта декоративным заглушками в цвет материала, как показано на рисунке ниже.
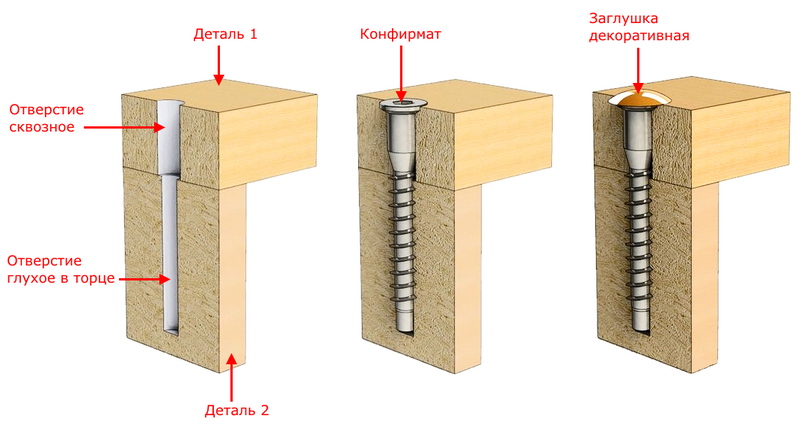
Схема установки конфирмата.
Диаметр глухого отверстия = 4,5-5,5 мм. Диаметр сквозного отверстия = 7-8 мм. Для шляпки рекомендуется выполнять небольшое зенкование.
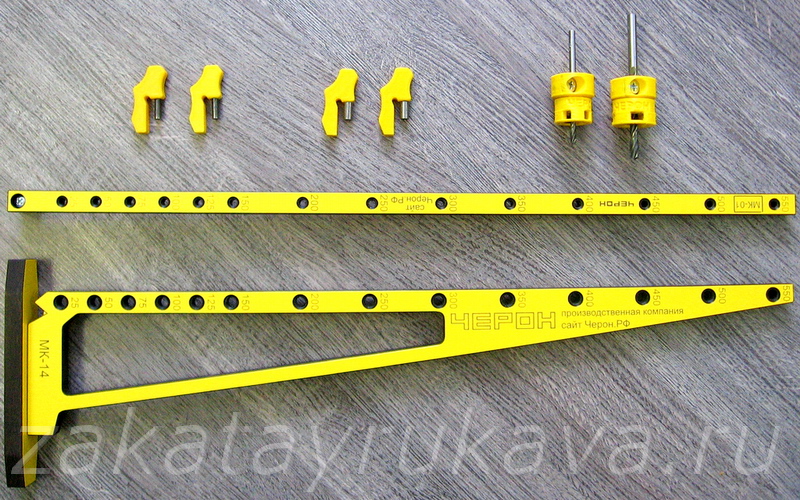
В самом простом случае, сверление отверстий для установки конфирматов выполняются по разметке ручной электродрелью. У такого способа есть два недостатка – низкие точность и скорость работы. Самым простым шагом к существенному повышению этих двух параметров является применение кондукторов – специальных приспособлений, точно задающих положение сверла на обрабатываемой детали. Рассмотрим два кондуктора компании «Черон» МК-01 и МК-14, а так же боковые упоры к ним и свёрла с ограничителями глубины. Этот набор можно назвать базовым для мастера корпусной мебели.



У МК-01 упор имеет высоту 30-16=14 мм, он не будет доставлять неудобств при работе с материалом толщиной от 15 мм.

Ширина кондуктора МК-01 равна 16 мм, это говорит о его первоочередном предназначении - обработке 16-миллиметровой плиты.

Диаметр направляющих отверстий у МК-01 равен точно 5 мм.

Весит МК-01 около 200 грамм.

Кондуктор МК-14 с обратной стороны.

Первое от упора отверстие у обоих кондукторов находится на расстоянии 25 мм, второе - 50 мм. Часто нужного отверстия на 37-миллиметровом расстоянии, к сожалению, нет.

Ширина кондуктора МК-14 на одну-две десятых миллиметра больше номинальной толщины обрабатываемого им материала.
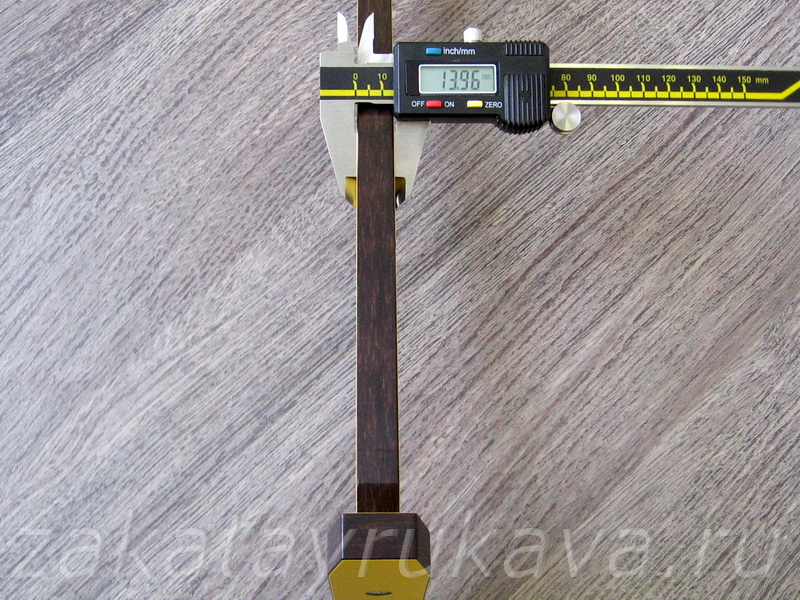
Толщина кондуктора МК-14 равняется 14 мм.

Диаметр направляющих отверстий у МК-14 равен точно 7 мм.

МК-14 весит полкилограмма.
Внутри отверстий кондукторов находятся калёные металлические втулки, что предотвратит их быстрый износ сверлом. Шаг отверстий в кондукторах переменный: сначала - 25 мм, а после отверстия «150» увеличивается до 50 мм, - для большинства применений этого вполне достаточно. Однако, для большей универсальности и удобства работы, предпочтительным был бы постоянный малый шаг 25 мм, а цифровую маркировку отверстий хотелось бы видеть двухцветной (для быстрого и безошибочного поиска), а также двухсторонней - по обеим сторонам кондуктора. Самое дальнее от упора отверстие находится на расстоянии 550 мм - этого вполне достаточно для обработки, например, боковины стандартного шкафа-купе, но в некоторых случаях будет не хватать одного-двух более удалённых отверстий при работе с изделиями большей глубины, которые нередко встречаются при изготовлении мебели на заказ.

Упоры Черон УС-26 и УС-23 для кондукторов МК-14 и МК-01 соответственно.

Упор вставляется в любое отверстие и позволяет точно задать отступ до центра сверления. Отступ равен половине ширины кондуктора (8 мм).
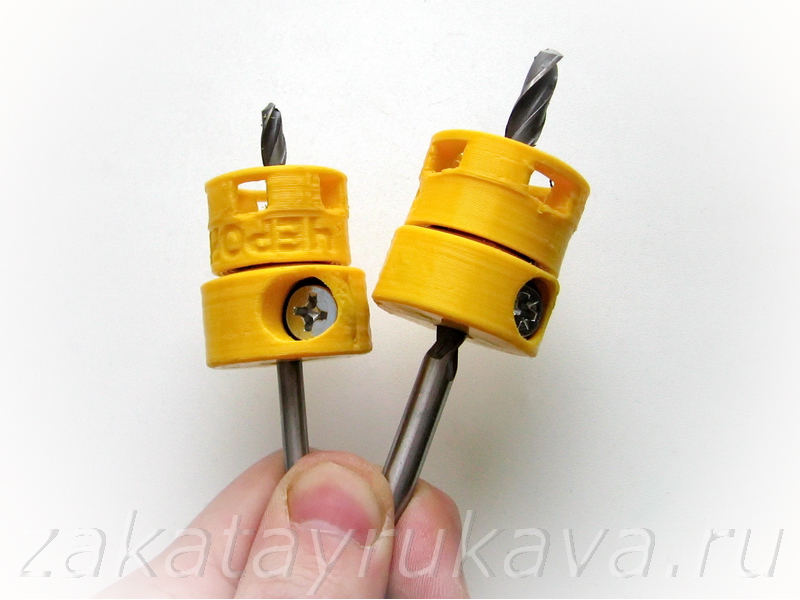

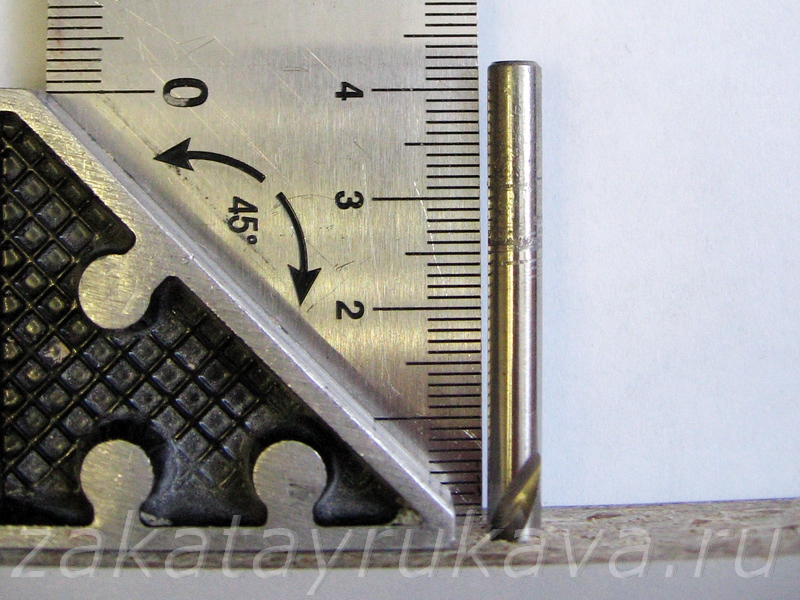
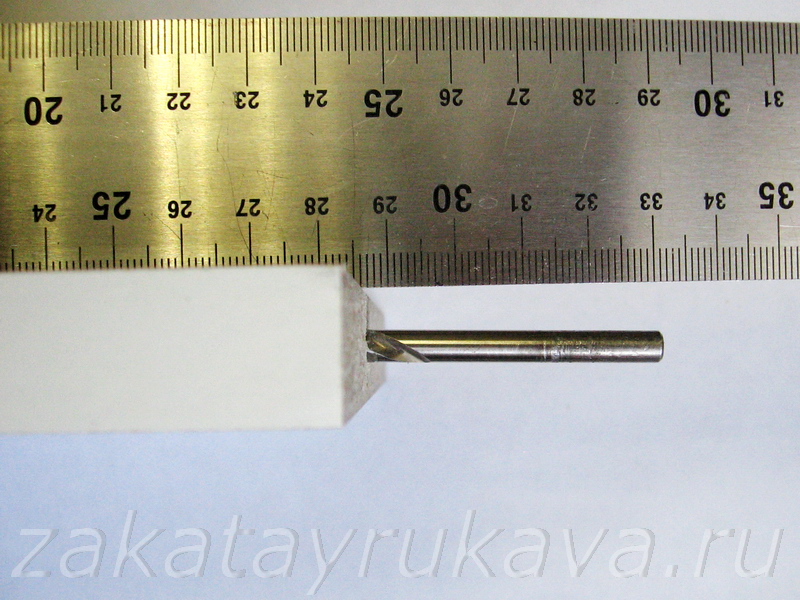
Свёрла диаметров 5 и 7 мм с ограничителями глубины (фото слева). Внутри ограничителя находится шариковый подшипник (фото справа).

Установленные в соседние отверстия упоры не мешают работе с ограничителем глубины сверления.
В качестве тестового, выполним соединение двух деталей из 16-миллиметровой ЛДСП на конфирматы. Засверливание в торец будем производить сверлом 5 мм и кондуктором МК-01. Для выполнения сквозного сверления в пласть воспользуемся сверлом 7 мм и кондуктором МК-14. Ограничители сверления применять не будем.

Точная толщина случайно выбранной ЛДСП составляет 16,4 мм.

Сверление в торец.

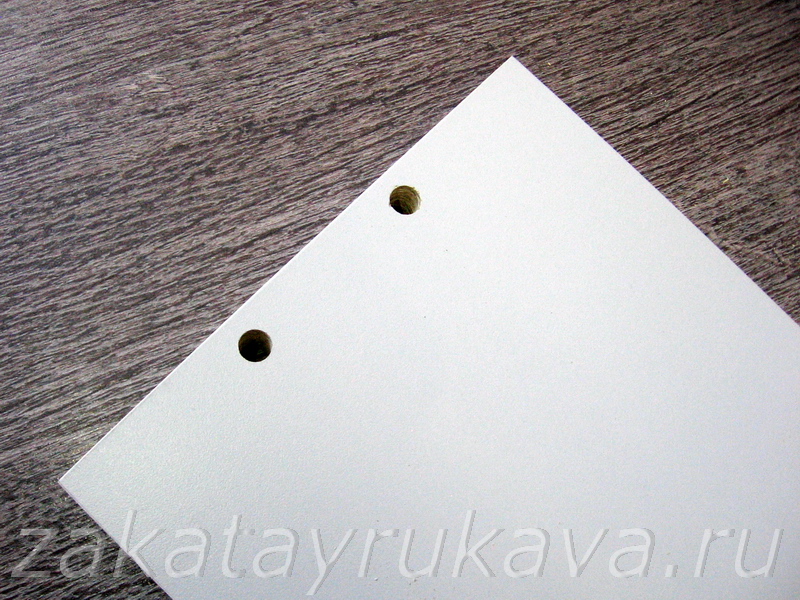
Два глухих отверстия в торце готовы.

Перпендикулярность и центровка полученных отверстий в торце не идеальные, но достаточные для соединения на конфирмат.


На тех же расстояниях от края, сверлим сквозные отверстия в пласть ЛДСП через кондуктор МК-14.
Два сквозных отверстия в пласти ЛДСП готовы.


Перпендикулярность и центровка полученных отверстий в пласти тоже не идеальные, но достаточные для соединения на конфирмат.



Несмотря на мелкие погрешности в точности сверления, благодаря возможности небольшого смещения деталей (юстировки) при сборке на конфирматы, удалось добиться идеального совмещения деталей.
Соединение на шканты.
Во многих случаях, соединение деталей только лишь одними конфирматами является достаточным. Но иногда, когда необходимо сделать незаметное (без сквозного сверления) соединение или обеспечить повышенную прочность соединения, применяются шканты (цилиндрические стержени) в паре с конфирматами или без них. Особенность установки шкантов заключается в необходимости очень точного сверления отверстий, так как никакой юстировки после сборки данный тип соединения не допускает. Для установки шканта, в пласти детали необходимо выполнить также глухое отверстие, как и в торце. В отличие от «конфирматных» отверстий, сверление отверстий для шкантов необходимо производить только после фиксации кондуктора струбцинами к обрабатываемой детали, как будет показано ниже, ручной прижим не позволяет добиться требуемой точности.
В качестве тестового, выполним соединение двух деталей из 16-миллиметровой ЛДСП на шканты сначала по краям, а затем и по центру. Засверливание в торец и в пласть будем производить сверлом 7 мм через кондуктор МК-14. Задавать глубину погружения сверла будем ограничителем Черон ОС-29.

Точная толщина случайно выбранной ЛДСП составляет 16,1 мм.
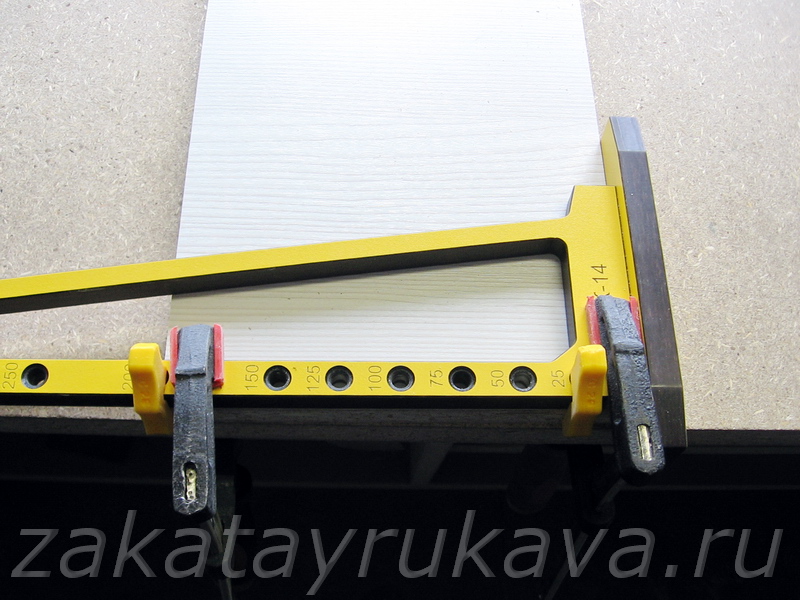

Фиксируем кондуктор на детали струбцинами и сверлим в пласти два глухих отверстия с применением упоров.

Вставляем в отверстия шканты диаметром 7 мм. Стрелкой на детали обозначена базовая сторона, к которой всегда будет прикладываться упор кондуктора для достижения наибольшей точности.

Зафиксировать струбцинами кондуктор на торце детали проблематично, поэтому сверлим без них.

В торце второй детали получаем пару ответных 7-миллиметровых отверстий. Стрелкой обозначена базовая сторона.

Соединяем детали.


По торцам обе детали сошлись идеально, несмотря на сверление в торец без струбцин. По плоскости же есть небольшая равномерная ступенька шириной около одного миллиметра. Эта ступенька будет присутствовать всегда, а её ширина зависеть от фактической толщины применяемого материала, а так же от степени давления на упоры при прижиме кондуктора к детали (пластмассовые упоры слегка изгибаются при сильном давлении).

Чтобы просверлить глухие отверстия на противоположном конце детали, не меняя базовой стороны, мы вынуждены перевернуть кондуктор нерабочей стороной вверх. Для эксперимента, на этот раз не будем фиксировать кондуктор струбцинами.
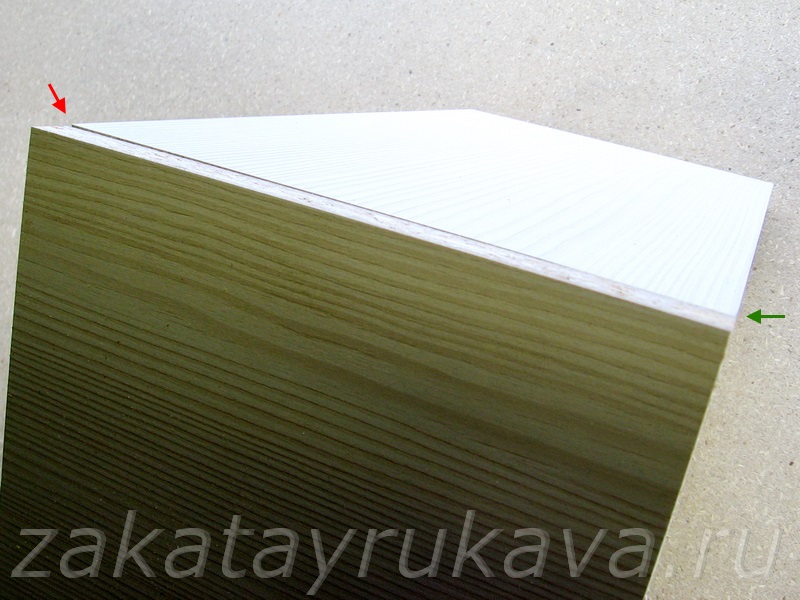
Соединяем детали и получаем неравномерную ступеньку: со стороны красной стрелки ступенька шириной около миллиметра, со стороны зелёной - отсутствует. Таким образом, при соединении на шканты, прижим кондуктора струбцинами обязателен!

Размечаем центр детали.


Прикладываем кондуктор по разметке и выполняем сверление (упоры не используются).

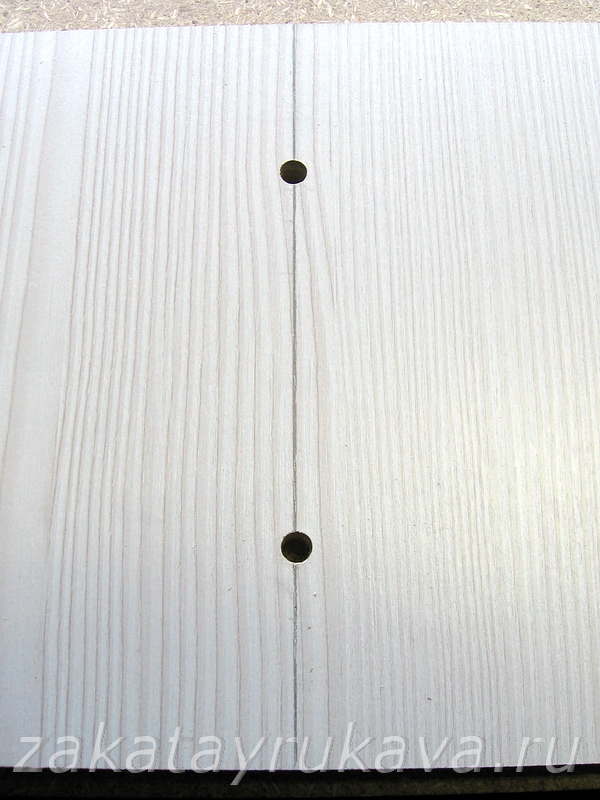
Полученные отверстия слегка смещены от линии разметки по причине отсутствия фиксации струбцинами. Для центрального расположения детали эти смещения не критичны.

Торцы деталей совпадают.

Перпендикулярность центральной детали близка к идеальной.
По результатам экспериментов, можно сделать следующий вывод. Кондукторы Черон МК-01 и МК-14 производят впечатление качественно сделанных, необходимых в повседневной работе мебельщика приспособлений, экономящих время и повышающих качество конечного продукта. С их помощью, сборка на конфирматы происходит быстро и точно, без предварительной разметки. При сборке на шканты, кондукторы имеют ограниченную функциональность, но тоже вполне применимы во многих случаях. В качестве возможных доработок кондукторов в будущем, производителю можно рекомендовать внести следующие изменения в конструкцию: увеличить длину на 50-100 мм, сделать кондукторы двусторонними с постоянным шагом 25 мм, не забыв про важное отверстие "37 мм", нанести маркировку отверстий двухцветным шрифтом.
Похожие статьи:
- Установка врезной кухонной мойки
- Соединение столешниц под углом 90 градусов
- Ремонт строительного фена Интерскол ФЭ-2000
- Кухонный стол своими руками
- Присадка мебельных петель
- Кондуктор для сверления в торец
- Устройство и ремонт бытовых фенов
- Отделка торцов ДСП кантом ПВХ
- Подключение автоматических выключателей (автоматов)
- Ремонт микроволновой печи Panasonic NN-G335WF
- Вакуумный пресс своими руками. Часть IV. Вакуумная система (+114)
- Вакуумный пресс своими руками. Часть III. Вакуумный стол (+82)
- Ремонт микроволновой печи Panasonic NN-G335WF (+77)
- Вакуумный пресс своими руками. Часть V. Термомодуль (+62)
- Замена картриджа в смесителе (+47)
- Ремонт сабвуфера SVEN HA680W. Часть II. Перемотка катушки динамика (+40)
- Установка врезной кухонной мойки (+37)
- Ремонт строительного фена Интерскол ФЭ-2000 (+35)
- Вакуумный пресс своими руками. Часть I. Введение (+32)
- Соединение столешниц под углом 90 градусов (+20)

- Багажник для кофра на мотоцикл Stels Flex 250
-
1 год назад
Обалденно сделано,круто и очень информативно. >>
-
3 года назад
Здравствуйте а приобрести у вас крепление возможно?) >>
- Клеммы WAGO: виды, особенности монтажа
-
3 года назад
О спасибо, было интересно, много нового для себя узнал!
 >>
>>
- Обзор цифрового мультиметра APPA 107N
-
2 года назад
Думаю это не ремень для переноски, а магнитное крепление ... >>
- Переделка колонок Microlab Solo 1C
-
1 год назад
Повторил, все работает. Теперь ничего лишнего в колонках. >>
-
2 года назад
Повторил все как в статье + добавил блютуз модуль, запитал ... >>
-
2 года назад
Здравствуйте, а схемы случайно нет? >>