 Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Изготовление вакуумного стола является самым ответственным этапом конструирования термовакуумного пресса своими руками. На этапе проектирования необходимо определиться с размерами стола, выбрать материал для его изготовления, продумать способы фиксации и уплотнения разъемных элементов для сохранения внутреннего отрицательного давления (вакуума). Вакуумный стол изготавливается тем же основным набором инструментов, что и станина пресса.
Далее по тексту, вакуумной ванной будем назвать часть вакуумного стола - стальную ёмкость, внутри которой располагаются облицовываемые заготовки, и из которой откачивается воздух. Под рабочими габаритами (размерами) вакуумной ванны будем понимать её полезный объём, измеренный по внутренним габаритам. Вакуумным столом условимся называть всю конструкцию в целом, состоящую из вакуумной ванны, верхней (подвижной) прижимной рамы, зажимов и прочих, более мелких элементов.
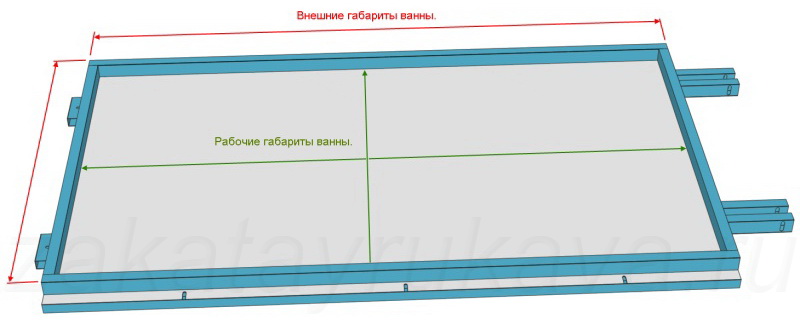
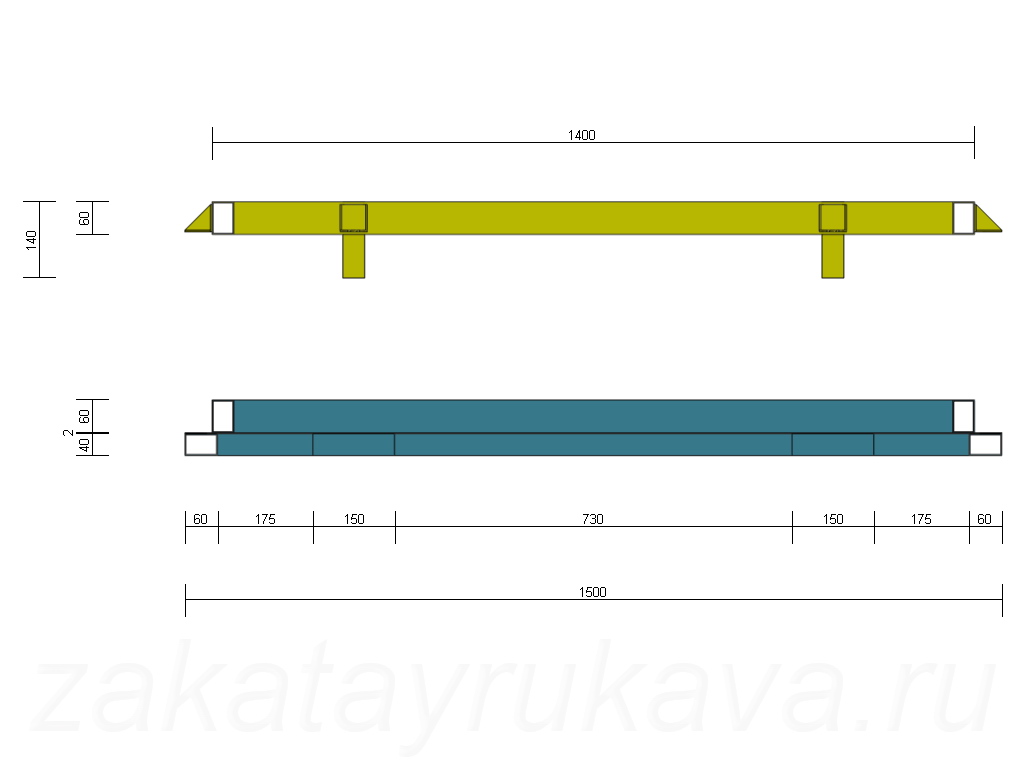
Иллюстрация внешних и внутренних (рабочих) размеров вакуумной ванны.
Внешние и рабочие размеры вакуумной ванны.
Рассмотрим общие принципы выбора размеров вакуумной ванны, обозначим конкретные цифры для нашего пресса.
Чем длиннее вакуумная ванна, тем больше заготовок можно в ней уместить, или облицевать заготовку большего размера. С другой стороны, чем длиннее ванна, тем больше пленки приходится расходовать за один рабочий цикл, тем больше получаются размеры станка, что влечет больший расход площади помещения. Нужно найти оптимальный размер. Как показал опыт, оптимальной рабочей длиной вакуумной ванны, предназначенной для изготовления типовых мебельных фасадов и декоративных дверных накладок, можно считать величину от 2,4 до 2,6 м. Будем делать вакуумную ванну длиной 2500 мм, рабочая длина которой составит 2500 – 40 x 2 = 2420 мм (40 мм – ширина короткой стенки профильной трубы).
Ширина ванны напрямую связана с шириной используемой пленки ПВХ. В зависимости от производителя пленки, могут встречаться различные значения ширины, самая распространенная – 1,4 м, на нее мы и будем ориентироваться. Выберем ширину ванны равной 1400 мм, рабочая ширина составит 1400 – 40 x 2 = 1320 мм. При облицовке высоких заготовок, например, для гнутых (радиусных) фасадов, ширину ванны необходимо уменьшать (делать её меньше ширины пленки), но для работы с такими заготовками нужен пресс иной конструкции, поэтому данные вопросы рассматриваться не будут.
Рабочая высота ванны должна быть рассчитана из условия обязательности наличия небольшого свободного пространства между верхней поверхностью фасадов и накрывающей пленкой. Другими словами, натянутая поверх заготовок пленка не должна касаться их до начала выкачивания воздуха. Расчет следующий. Во-первых, вакуумная (воздухопроницаемая) столешница, которая будет первой класться на вакуумный стол, будет изготовлена из плиты МДФ толщиной 10 мм. Во-вторых, подкладки под заготовки фасадов будут представлять собой небольшие кусочки плиты МДФ толщиной 16 мм (это самый простой, распространенный и оптимальный вариант подкладок). В-третьих, толщина облицовываемых заготовок будет составлять от 8-10 мм (дверные накладки) и до 16-32 мм (фасады и иные мебельные элементы). В-четвертых, уплотнительная резина добавит глубине ванны около 2 мм. В итоге, максимальная высота всего «пирога» внутри ванны будет равняться: 10 + 16 + 32 = 58 мм. Для изготовления вакуумной ванны применим профильную трубу сечением 60x40 мм, поставив ее на короткую сторону. При этом, высота свободного пространства составит не менее: 60 + 2 – 58 = 4 мм, что вполне достаточно.
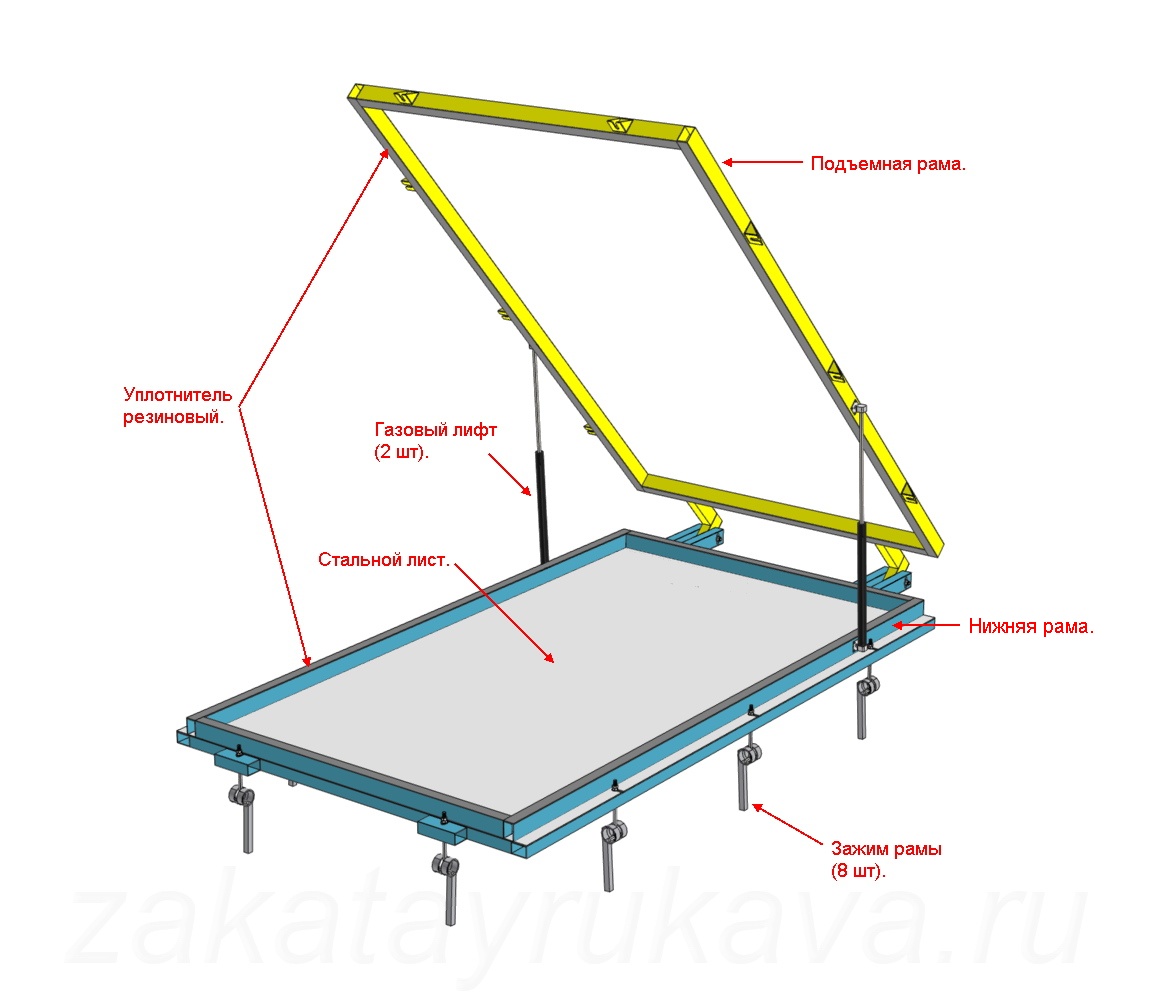
Элементы вакуумного стола.
Изготовление вакуумного стола.
Вакуумная ванна.
Дном вакуумной ванны будет служить лист стали толщиной 2 мм. Для сведения к минимуму прогибов листа под воздействием отрицательного внутреннего давления, и придания поверхности стола ровной формы (близкой к идеальной плоскости), необходимо изготовить каркас жесткости. Для изготовления каркаса будем использовать ту же профильную трубу 60x40x2. Предварительно нарезанную трубу, в соответствие с проектом, укладывают на стапель, жестко фиксируют струбцинами, выполняют проварку всех примыканий. После изготовления каркаса жесткости, поверх него приваривают стальной лист. Это самый ответственный этап сварочных работ, он требует от непрерывного сварного шва герметичности (рекомендуется выполнить двойной провар).
Во избежание короблений листа под воздействием продолжительных высоких температур, можно воспользоваться нижеследующим альтернативным методом приварки листа к каркасу жесткости. Перед укладкой стального листа на каркас жесткости, по его периметру необходимо нанести герметизирующий состав, выдерживающий высокие температуры (например, силиконовый высокотемпературный герметик), а сварку вести не сплошным швом, а небольшими регулярными фиксирующими прихватками с шагом около 50 мм. Данный метод рассчитан на то, что кратковременные, локальные воздействия сварки не смогут повредить (выжечь) весь герметик, а только лишь его небольшую часть в непосредственной близости от прихваток, большая же часть герметика после отверждения будет выполнять свою прямую функцию.
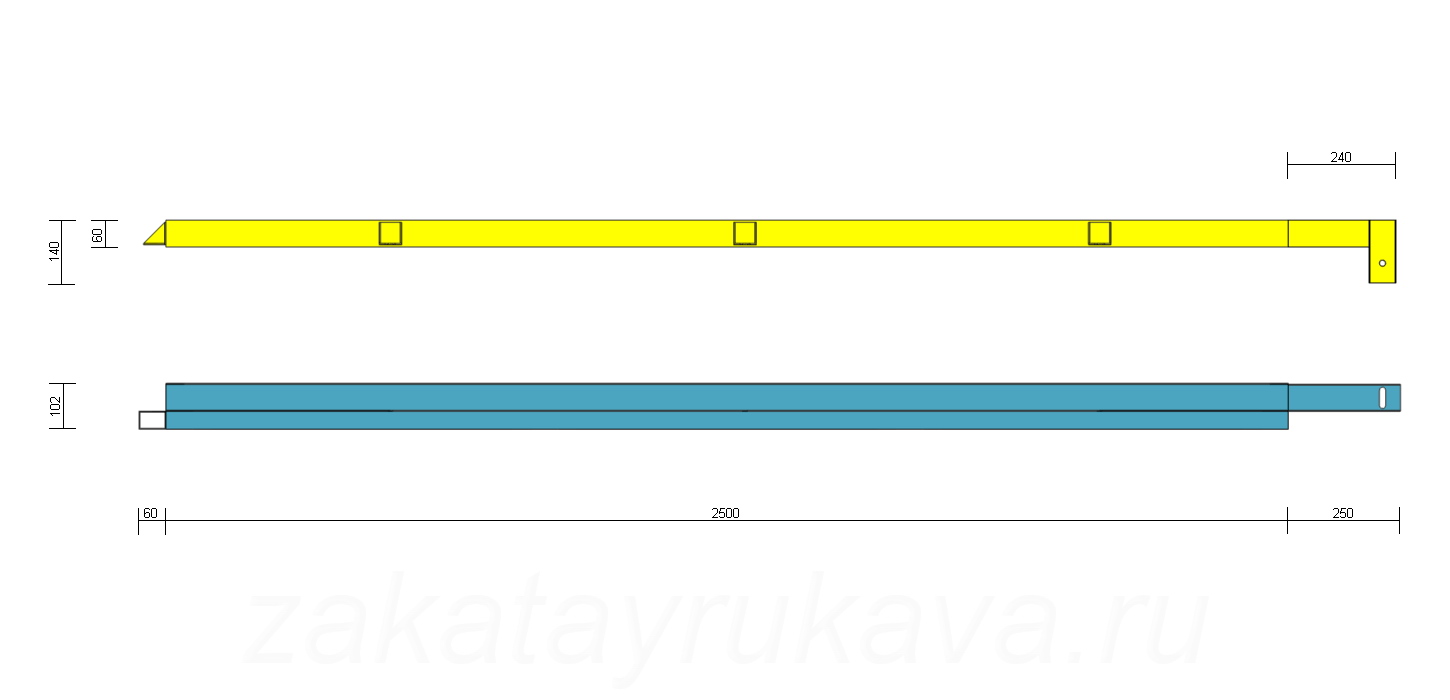
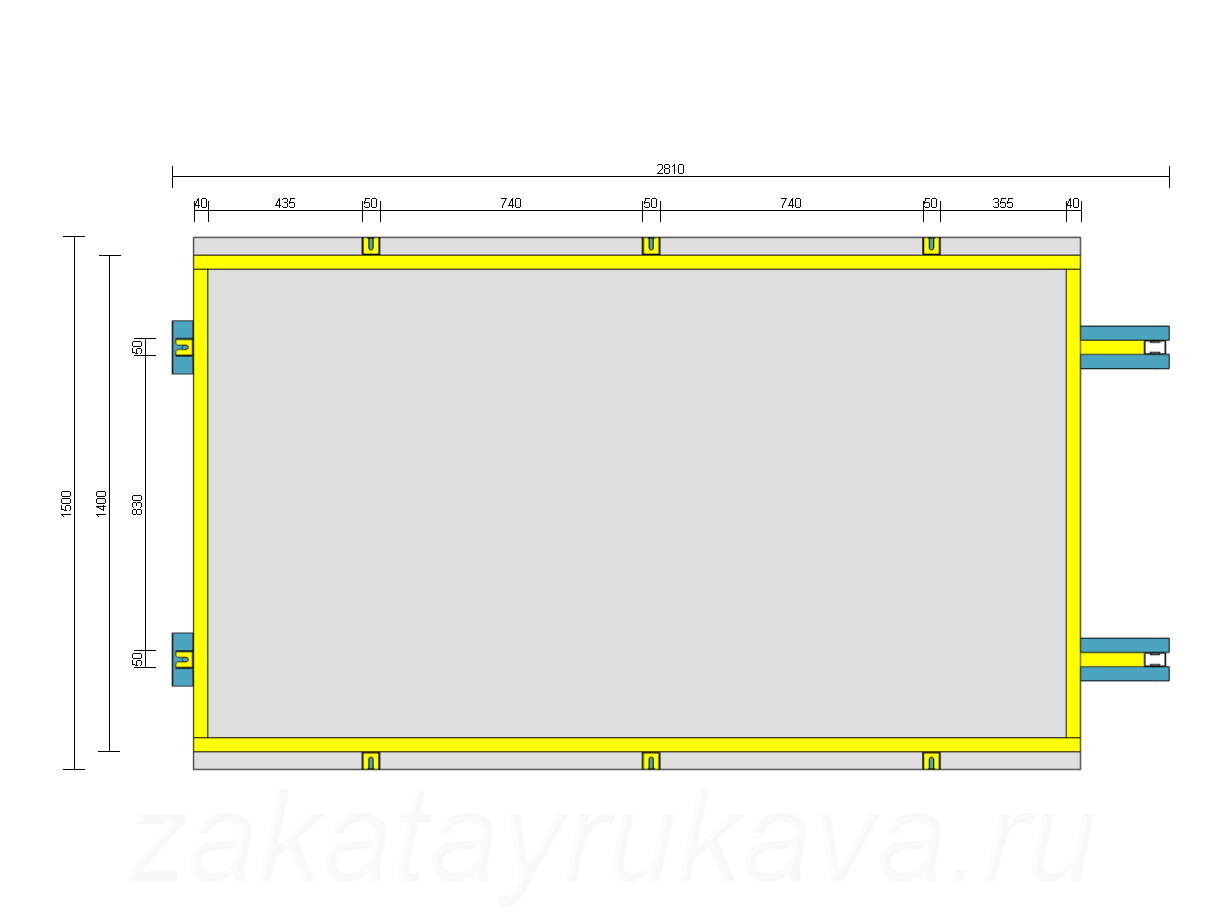
Размеры вакуумного стола.

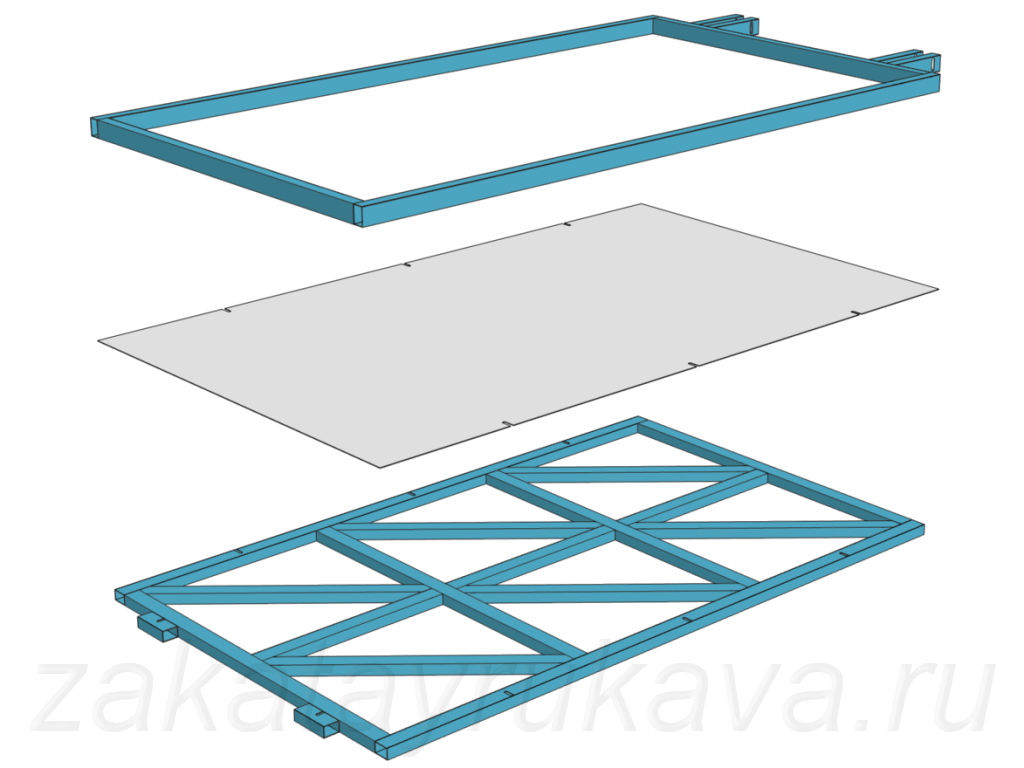
Деталировка каркаса жесткости и порядок сборки вакуумной ванны: варится каркас жесткости, к нему приваривается стальной лист, по периметру стального листа герметично приваривается стационарная (нижняя) рама с частью шарнирного соединения для крепления подъемной (верхней) рамы.

Фото вакуумного стола снизу.
Каркас жесткости изготовлен частично из уголкового профиля.
Подъемная (прижимная, верхняя) рама.
Материал рамы - профильная труба 60x40x2 мм. Размеры прижимной рамы должны быть в точности такими же, как у вакуумной ванны. Если не удалось отыскать достаточно ровный (не гнутый, не кручёный) профиль, то необходимо заранее отобрать попарно несколько самых ровных хлыстов, из которых будут изготовлены плотно примыкающие друг к другу детали вакуумного стола.
Прижимная рама будет подниматься благодаря регулируемым шарнирным соединениям. Регулировка шарниров выполняется после наклеивания уплотнителя - полосок листовой резины средней жесткости, толщиной около 2 мм.
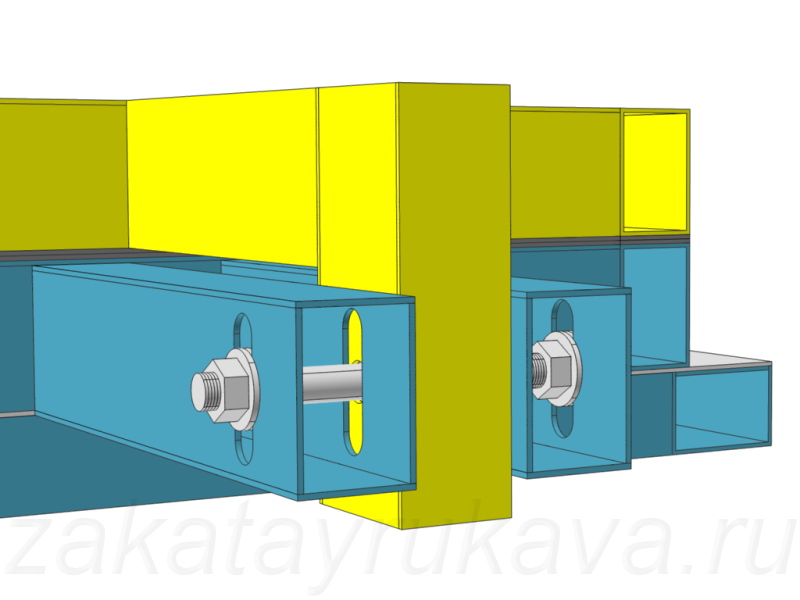
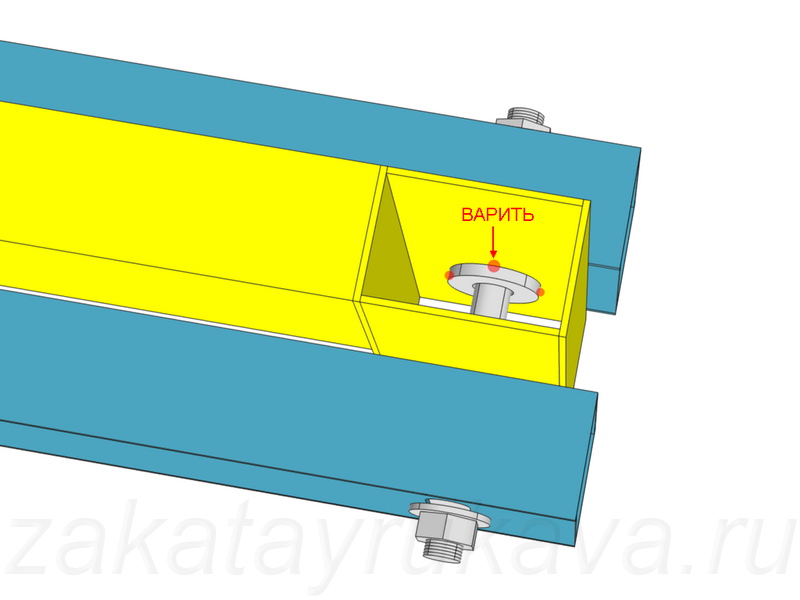
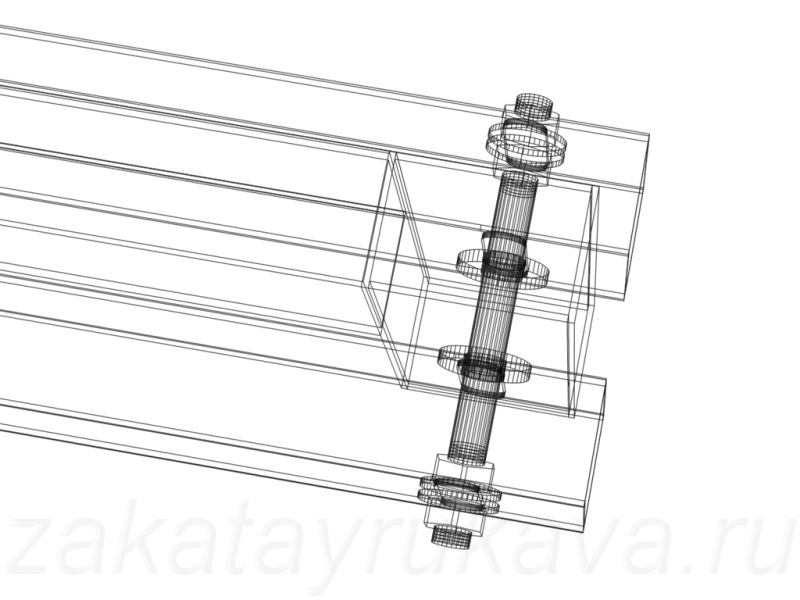
Шарнир прижимной рамы.
Приваренные шайбы нужны для увеличения площади трения. Шкворень шарнирного соединения представляет собой стальной прут D12 с резьбой на концах.


Фото шарниров прижимной рамы.
Для удержания прижимной рамы в поднятом состоянии, можно применить газовые лифты. Из соображений безопасности, рекомендуется установить четыре газлифта (по два на сторону) и убедиться, что любые три из них способны удержать раму. Если угол раскрытия рамы (45°) окажется недостаточным, рама будет причинять существенные неудобства в работе, её можно поднять максимально вверх на угол чуть больше 90°, задействовав припаркованный позади термомодуль в качестве опоры (газлифты не применяются).
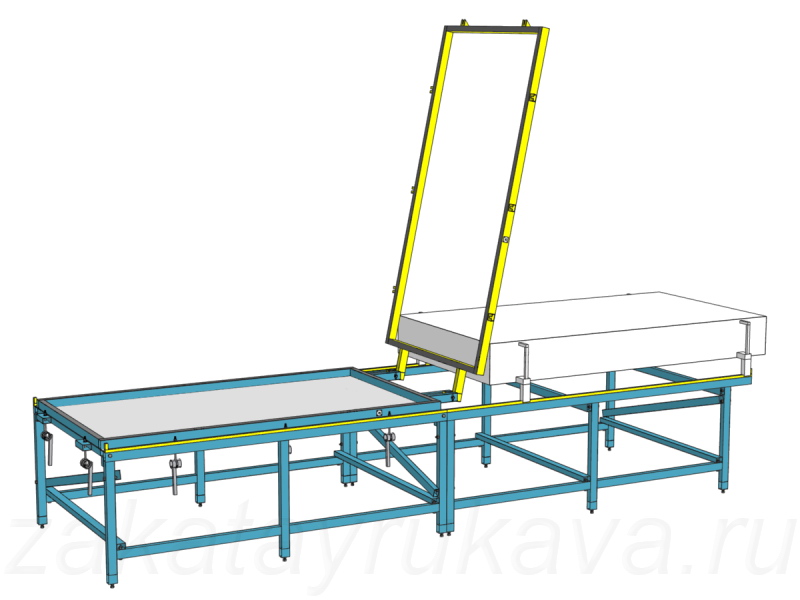
Подъемная рама опирается на термомодуль.
Зажимы.
Для надежного и герметичного удержания пленки в процессе вакуумного прессования, необходимо плотно и равномерно прижать верхнюю раму к периметру вакуумной ванны, добившись повсеместного прилегания резинового уплотнителя. Для этих целей можно применить различные готовые струбцины-зажимы, или же изготовить их самостоятельно.
Для изготовления самодельных зажимов, работающих по принципу эксцентрика, понадобится следующий стальной металлопрокат: полметра трубы ДУ50 (внешний диаметр около 60 мм), два метра прута диаметром 10 мм, и, примерно, столько же профильной трубы сечением 20x20x2 мм.
Во-первых, трубу ДУ50 нарезают на 8 равных 60-миллиметровых отрезков. Каждый отрезок трубы дорабатывают полукруглым центральным вырезом, имеющим ширину 10-11 мм и длину по дуге равную 3/4 от длины внешней окружности трубы. Получим 8 штук эксцентриковых поворотных цилиндров, к которым необходимо приварить ручку длиной 220 мм из квадратного профиля 20x20 мм.
Во-вторых, стальной прут нарезают на 16 отрезков: 8 штук длиной 190 мм (для шпилек) и 8 штук длиной 55 мм (для шкворней). К одному концу шпильки необходимо приварить гайку М12 (или М10 с высверленной резьбой), чтобы она могла свободно вращаться на шкворне, а на другом конце - нарезать резьбу М10x50.
В-третьих, для завершения изготовления зажима, привариваем концы шкворня (с предварительно надетой на него гайкой с приваренной шпилькой), к внутренней поверхности эксцентриковых поворотных цилиндров.
Для установки зажимов на вакуумный стол пресса, в восьми точках стола, согласно проекту, сверлят сквозные отверстия диаметром 10 мм. После чего, верхние отверстия увеличивают, придавая им продолговатую форму. Настройка зажимов осуществляется установкой комбинированных гаек в нужное место резьбы шпильки, с последующей фиксацией контргайками. Эта операция выполняется на последнем этапе изготовления вакуумного стола, после наклейки резинового уплотнителя.

Работа эксцентрикового зажима.
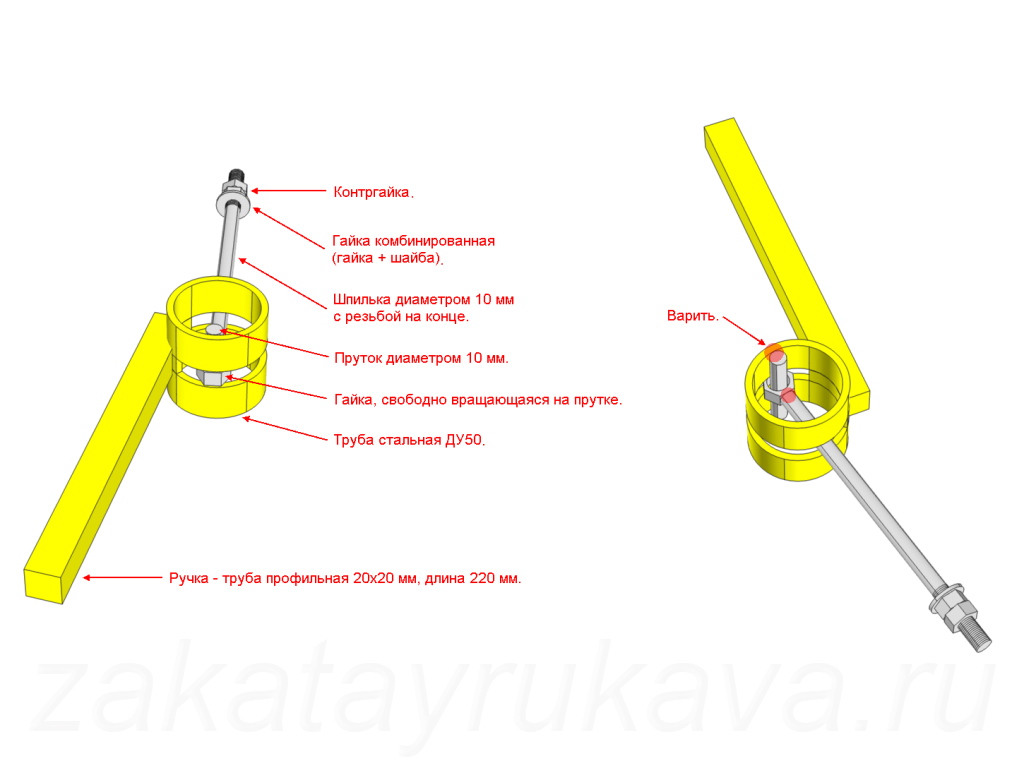
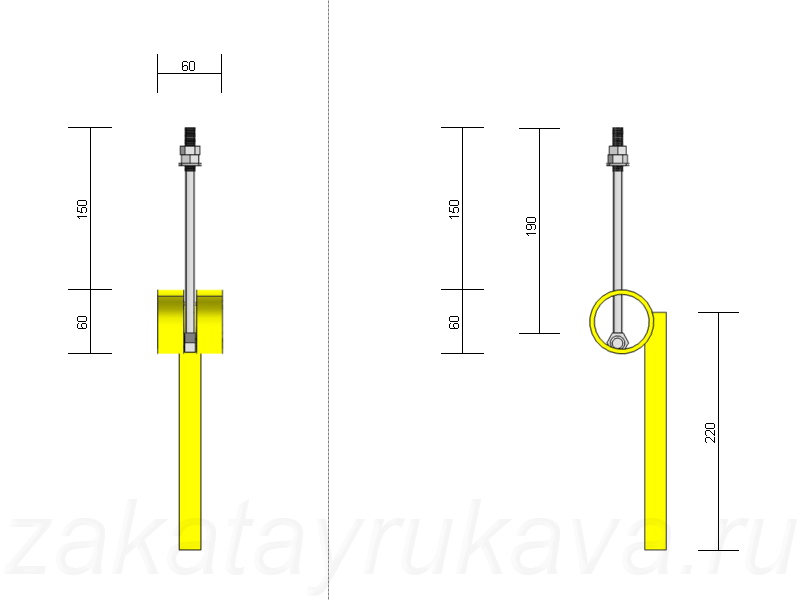
Элементы и размеры шарнирного зажима.





Эксцентриковый зажим в столе.
Зацепы для зажимов изготавливаются из стального уголка 50x50x3.
Если не удалось добиться ровной поверхности стола.
Если в процессе сварочных работ лист претерпел существенные деформации, выходящие за рамки допустимых значений, то брать в руки болгарку и срезать сварные швы, переделывать всё заново нет необходимости. Обеспечить идеально ровную плоскость вакуумного стола можно дополнительными мерами, а именно путем применения эпоксидных выравнивающих составов, которые применяются при изготовлении заливных полов. Для этого, вакуумный стол выставляют строго по уровню, определяют необходимый объем наливной массы (например, с помощью пробной заливки водой), очищают от ржавчины дно вакуумной ванны, грунтуют. Выполняют заливку приготовленной эпоксидной смесью согласно инструкции производителя. Из соображений экономии, смесь можно разбавить каким-либо дешевым наполнителем, например, кварцевым песком. Для ускорения отверждения смеси после заливки, стол можно контролируемо погреть сверху теплом от термомодуля. Данную операцию по заливному выравниванию имеет смысл выполнять после полной готовности вакуумного пресса, изготовления пробных образцов продукции, и принятия решения о необходимости улучшения геометрии рабочей поверхности.
Смета на материал для вакуумного стола.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60x40 | 2500 | 6 | Каркас жесткости. Ванна. Подъемная рама. |
| Профиль 60x40 | 1380 | 4 | Каркас жесткости. |
| Профиль 60x40 | 1320 | 4 | Ванна. Подъемная рама. |
| Профиль 60x40 | 1001 | 6 | Каркас жесткости (диагонали). |
| Профиль 60x40 | 753 | 3 | Каркас жесткости. |
| Профиль 60x40 | 250 | 4 | Шарнир. |
| Профиль 60x40 | 180 | 2 | Шарнир. |
| Профиль 60x40 | 150 | 2 | Опора зажима. |
| Профиль 60x40 | 140 | 2 | Шарнир. |
| Уголок 50x50x3 | 50 | 8 | Подъемная рама (зацеп для зажима). |
| Профиль 20x20 | 220 | 8 | Зажим. |
| Труба ДУ50 | 60 | 8 | Зажим. |
| Прут D10 | 190 | 8 | Зажим. |
| Прут D10 | 55 | 8 | Зажим. |
| Прут D12 | 150 | 2 | Шарнир. |
| Гайка М10 комби | 8 | Зажим. | |
| Гайка М10 | 12 | Зажим. Крепление стола. | |
| Гайка М12 | 16 | Зажим. Шарнир. | |
| Шайба d12 | 12 | Шарнир. | |
| Болт М10x60 | 4 | Крепление стола. | |
| Лист 2500x1500x2 | 1 | Стол (дно ванны). | |
| Газовый лифт | 2 | Подъемная рама. |
По завершению основного объема работ, вакуумный стол устанавливают на станину (на специально предусмотренные опоры) и фиксируют по углам четырьмя болтами, как показано на рисунке, после этого переходят к мелким работам: установка и настройка зажимов, регулировка шарнира подъемной рамы, наклеивание уплотнителя.
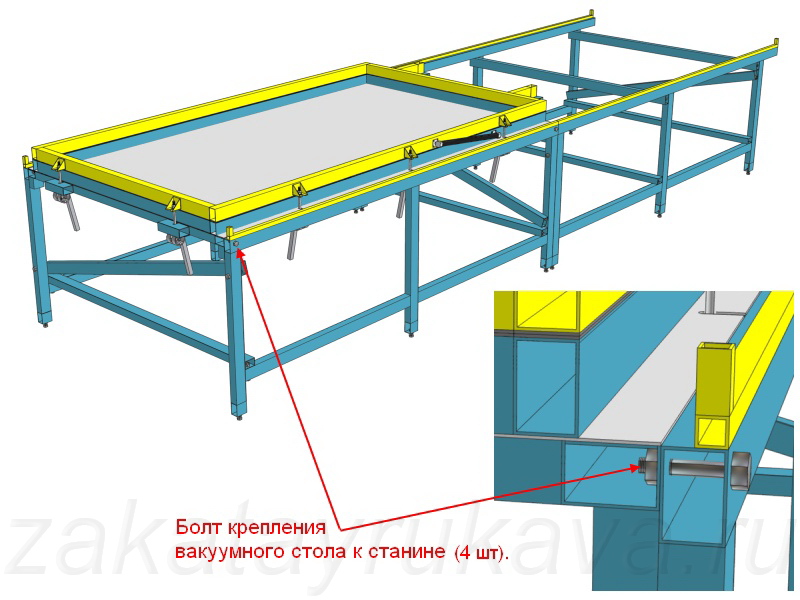
Крепление вакуумного стола на станине.

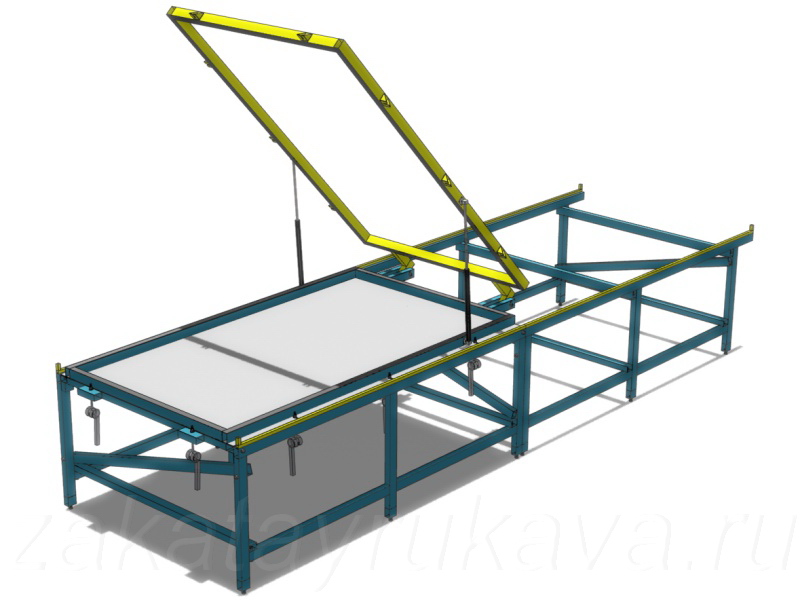
Вакуумный стол в работе.
Металлоконструкция начинает приобретать очертания будущего термовакуумного пресса, но ей пока не хватает многих элементов: вакуумной системы, термомодуля, блока электроуправления, - о которых будет идти речь в следующих статьях.
Похожие статьи:
- Установка врезной кухонной мойки
- Соединение столешниц под углом 90 градусов
- Ремонт строительного фена Интерскол ФЭ-2000
- Кухонный стол своими руками
- Присадка мебельных петель
- Кондуктор для сверления в торец
- Устройство и ремонт бытовых фенов
- Отделка торцов ДСП кантом ПВХ
- Подключение автоматических выключателей (автоматов)
- Ремонт микроволновой печи Panasonic NN-G335WF
- Вакуумный пресс своими руками. Часть IV. Вакуумная система (+114)
- Вакуумный пресс своими руками. Часть III. Вакуумный стол (+82)
- Ремонт микроволновой печи Panasonic NN-G335WF (+77)
- Вакуумный пресс своими руками. Часть V. Термомодуль (+62)
- Замена картриджа в смесителе (+47)
- Ремонт сабвуфера SVEN HA680W. Часть II. Перемотка катушки динамика (+40)
- Установка врезной кухонной мойки (+37)
- Ремонт строительного фена Интерскол ФЭ-2000 (+35)
- Вакуумный пресс своими руками. Часть I. Введение (+32)
- Соединение столешниц под углом 90 градусов (+20)

- Багажник для кофра на мотоцикл Stels Flex 250
-
1 год назад
Обалденно сделано,круто и очень информативно. >>
-
3 года назад
Здравствуйте а приобрести у вас крепление возможно?) >>
- Клеммы WAGO: виды, особенности монтажа
-
3 года назад
О спасибо, было интересно, много нового для себя узнал!
 >>
>>
- Обзор цифрового мультиметра APPA 107N
-
2 года назад
Думаю это не ремень для переноски, а магнитное крепление ... >>
- Переделка колонок Microlab Solo 1C
-
2 года назад
Повторил, все работает. Теперь ничего лишнего в колонках. >>
-
2 года назад
Повторил все как в статье + добавил блютуз модуль, запитал ... >>
-
2 года назад
Здравствуйте, а схемы случайно нет? >>
Комментарии
а почему не на герметик? момент же вроде не термостойкий? ))
Нифига они на металле сколько сэкономили ! )))
Интересно не потеряли ли в жесткости и точности?
На нижний горизонтальный профиль (который отсутствует на вышеприведенной фотографии) удобно вставать ногами, дотягиваясь до противоположного края стола.
Если лист толстый, то каркас жесткости не обязателен.
Нет ничего сложного приварить каркас к готовому прессу.
Присоединяюсь к вопросу, какого диаметра и расстояния между самими отверстиями и судя по фото но плохо видно там не только отверстия но и какие-то прорезы???