 Прежде чем приступать к изготовлению станины пресса, необходимо выбрать тип нагревательного узла (термомодуль откатной, распашной или подъемный), так как от этого выбора будет зависеть не только конструкция станины, но и многих других узлов станка. Для самостоятельного изготовления наиболее удобен пресс с откатным термомодулем, он самый простой в изготовлении и удобный в эксплуатации. Наверное, единственным минусом подобного пресса, являются его относительно большие габариты, так как откатной термомодуль требует наличия парковочного места.
Прежде чем приступать к изготовлению станины пресса, необходимо выбрать тип нагревательного узла (термомодуль откатной, распашной или подъемный), так как от этого выбора будет зависеть не только конструкция станины, но и многих других узлов станка. Для самостоятельного изготовления наиболее удобен пресс с откатным термомодулем, он самый простой в изготовлении и удобный в эксплуатации. Наверное, единственным минусом подобного пресса, являются его относительно большие габариты, так как откатной термомодуль требует наличия парковочного места.
Станину пресса будем изготавливать из стальной профилированной трубы (профиля) сечением 60x40x2 мм (толщина стенки 2 мм). Рельсы для движения термомодуля – из профиля 20x20x2 мм. Данный профиль не дефицитный, как правило, имеется в наличии на любой металлобазе. При отсутствии трубы данного сечения, можно применить трубу с более тонкой (не менее 1,5 мм) или толстой стенкой; в крайнем случае, можно переработать проект под трубу другого сечения, или даже под уголковый металлопрокат (уголок).
Целью данной статьи, как и всего цикла статей по данной тематике, не будет являться стремление обучить читателя выполнению самых элементарных операций: резка металла, сверление отверстий и т.п. Предполагается, что за работу подобного уровня, как изготовление промышленного оборудования своими руками, должен браться только подготовленный человек, имеющий начальный опыт работы с металлом, знания основ электрических цепей и др. Большинство статей будут предоставлять читателю лишь проектную документацию, список необходимого оборудования и инструментов, а так же разъяснения наиболее важных моментов. Чертежи и трехмерные модели не претендуют на соблюдение всех соответствующих Правил оформления, а технические решения автора не являются априори максимально и единственно верными.
Чем и как сваривать металл?
Вариантов два: доверить сварку стороннему специалисту-сварщику или выполнять сварку самостоятельно. Если первый вариант не нуждается в особых комментариях, нужно лишь найти грамотного сварщика и следить за соблюдением чертежей, то второй вариант мы рассмотрим подробнее.
Что делать, если нет ни опыта, ни знаний в области сварки металла? Оказывается, на сегодняшний день овладеть азами дуговой электросварки и получить первоначальный, достаточный для изготовления пресса, опыт можно за пару недель самообучения. Для этого нужно выполнить три условия. Во-первых, необходимо изучить теоретический материал по азам электросварки. Во-вторых, выбрав и купив сварочный аппарат, необходимо дополнительно изучить основные особенности его работы. В-третьих, в ходе упражнений, необходимо выработать на практике начальные навыки получения сварного шва надлежащего качества (эстетика и, тем более, герметичность шва на первых порах не требуются).
Выбор сварочного аппарата для дуговой электросварки.
Основных вариантов три:
- Аппарат на основе трансформатора переменного тока для ручной дуговой сварки штучными электродами. Это самый простой и дешевый вариант. Однако, сварка переменным током считается весьма сложной для новичков, трансформатор имеет большой вес и требует наличия качественной электросети.
- Сварочный аппарат инверторного типа (инвертор) для ручной дуговой сварки штучными электродами. Сварка происходит постоянным током, «умная» электроника позволяет быстро освоиться начинающему сварщику, малый вес аппарата дает свободу перемещений. Зачастую, для питания инвертора достаточно обычной бытовой электророзетки с допустимым током 16 А (зависит от конкретного сварочного аппарата и диаметра применяемого электрода).
- Полуавтоматический сварочный аппарат для дуговой сварки автоматически подаваемой сварочной проволокой в среде защитного газа. Покупка и дальнейшее использование комплекта оборудования для полуавтоматической сварки является весьма дорогим мероприятием, так как необходимо (помимо самого сварочного аппарата) приобрести газобаллонное оборудование, регулярно заправлять громоздкий баллон газом. Неоспоримыми достоинствами полуавтоматической сварки являются высокое качество сварки, особенно при работе с тонкостенным металлом.
Для новичков в сварке, из трех вышеописанных типов сварочных аппаратов, можно рекомендовать к покупке сварочный аппарат инверторного типа, например, Awelco Ondulix 140. При ограниченности бюджета, разумным решением будет выбор бытового сварочного аппарата с максимальным током 130 А (максимальный диаметр электрода равен 3 мм), работающий только в режиме MMA (Manual Metal Arc Welding - ручная дуговая сварка плавящимся электродом с покрытием).
Проект станины вакуумного пресса.
Разработку проекта рамы удобнее всего производить с помощью компьютера, применяя программы трехмерного моделирования. При отсутствии опыта работы с серьезными программными пакетами, для новичков можно рекомендовать очень простую, но достаточно функциональную, программу PRO100. В данном цикле статей, посредством этой программы будет выполняться большинство чертежей, и импортироваться много изображений различных узлов станка. На заключительном этапе проектирования, для рационального расходования материала, потребуется применение программы автоматизированного раскроя (разложения). Для этой цели подойдет любая программа по раскрою листового или хлыстового (погонажного) материала, например, 2D-Place.
Ниже показаны изображения конструкционных узлов станины. Вся конструкция пресса, и станина в частности, разрабатывалась с условием возможности транспортировки станка (в разобранном виде) на грузовом автомобиле типа «Газель» или ему подобной, с размером кузова не менее 2,7x1,6 м. Для ручной погрузки/выгрузки составных частей конструкции рамы достаточно двух-трех человек.
Основные инструменты, необходимые для изготовления станины:
- Одноручная малая угловая шлифмашина (болгарка), с диаметром диска 115 или 125 мм. Для выполнения операции по раскрою профиля желательно иметь в распоряжении болгарку большего размера, с кругом 150 мм, а в идеале – отрезную торцевую машину.
- Сварочный аппарат. При работе с тонкостенным профилем (толщина стенки 1,5-2 мм), удобнее всего выполнять сварку электродами диаметров 2,0-2,5 мм. Если толщина стенки профиля более 2 мм, то рекомендуются к применению трехмиллиметровые электроды. Сварку удобнее всего выполнять на простом стапеле, представляющий собой ровную плоскость - металлический стол, снабженный струбцинами для фиксации свариваемых деталей.
- Электродрель. Сверла по металлу диаметром 10 мм. Металлическая щетка для дрели.
- Набор слесарного инструмента: молоток, гаечные ключи, рулетка, карандаш или маркер, чертилка по металлу и т.п.
Последовательность операций по изготовлению станины заключается в следующем. По заранее составленным картам раскроя, выполняется порезка стального профиля на детали. На ровной поверхности (плоскости) выкладываются детали из нарезанного профиля, в соответствии с проектом. Детали выравниваются и фиксируются между собой с помощью струбцин. В зависимости от текущего технического задания, выполняется первоначальная прихватка мест соединения деталей с последующей окончательной проваркой со всех или нескольких сторон, либо последовательная полная проварка сварных швов без прихваток. После сбивания шлака со сварных швов, удостоверившись в их надлежащем качестве, происходит зачистка (при необходимости) наплывов металла с помощью болгарки со шлифовальным кругом. После завершения сварочных работ, выполняется сверление отверстий, зачистка от ржавчины металлической щеткой, грунтование поверхности для последующей покраски из баллончика или кистью.
Смета на материал для станины.
| Наименование | Длина, мм | Количество, шт. | Назначение |
|---|---|---|---|
| Профиль 60x40 | 2700 | 2 | Связующая верхняя. |
| Профиль 60x40 | 2500 | 2 | Связующая верхняя. |
| Профиль 60x40 | 1615 | 3 | Диагональ. |
| Профиль 60x40 | 1580 | 6 | Поперечина. |
| Профиль 60x40 | 1160 | 8 | Связующая нижняя. |
| Профиль 60x40 | 750 | 12 | Ножка. |
| Профиль 60x40 | 60 | 16 | Опора. |
| Профиль 20x20 | 2700 | 2 | Рельса. |
| Профиль 20x20 | 2500 | 2 | Рельса. |
| Профиль 20x20 | 40 | 4 | Ограничитель. |
| Болт М10x60 | 12 | Регулируемая опора. | |
| Болт М10x80 | 14 | Крепёж. | |
| Болт М10x140 | 4 | Крепёж. | |
| Гайка М10 | 42 | ||
| Шайба плоская | 42 | ||
| Шайба Гровера | 30 |
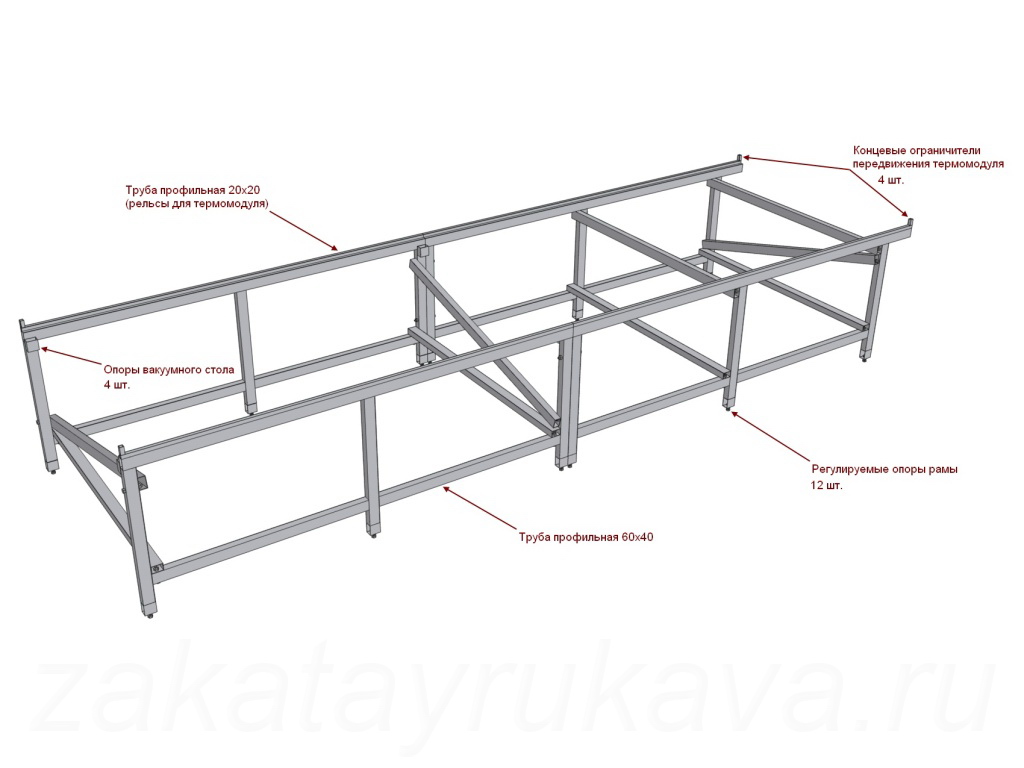
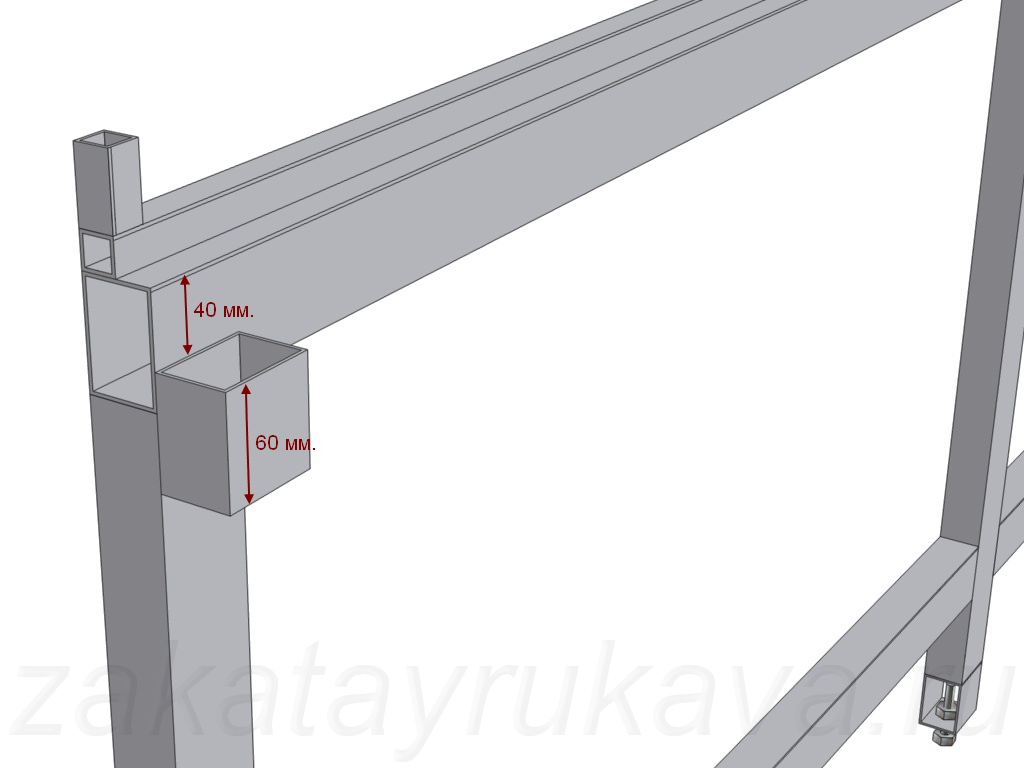
Основные элементы станины.
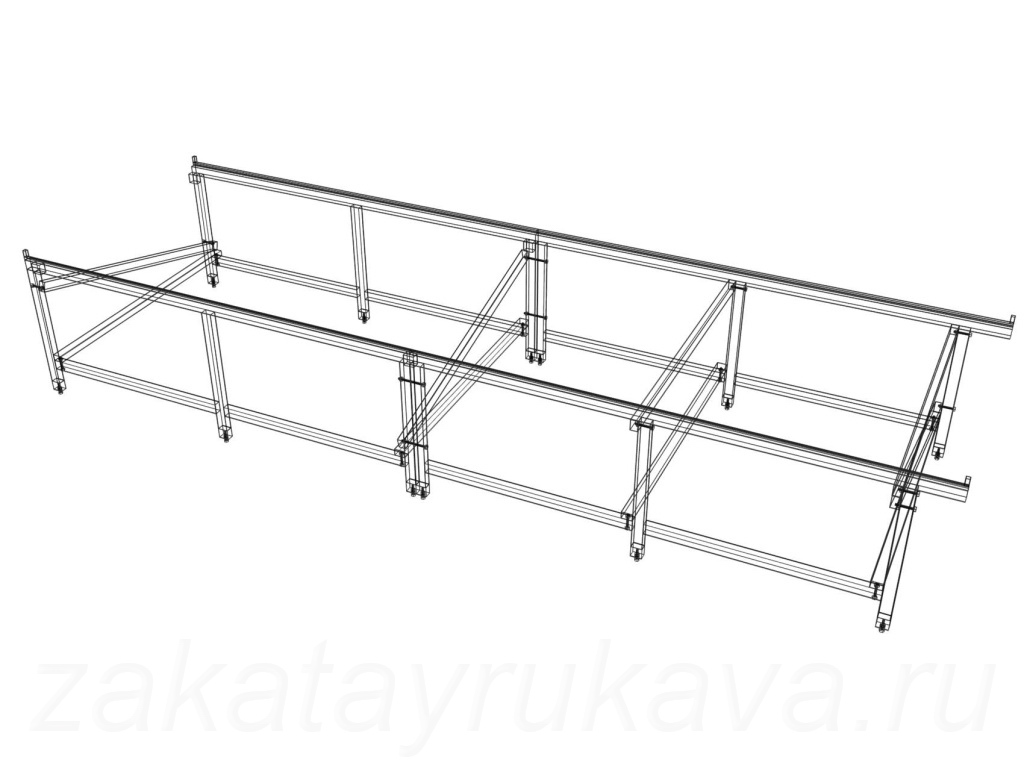
Контурное представление станины.
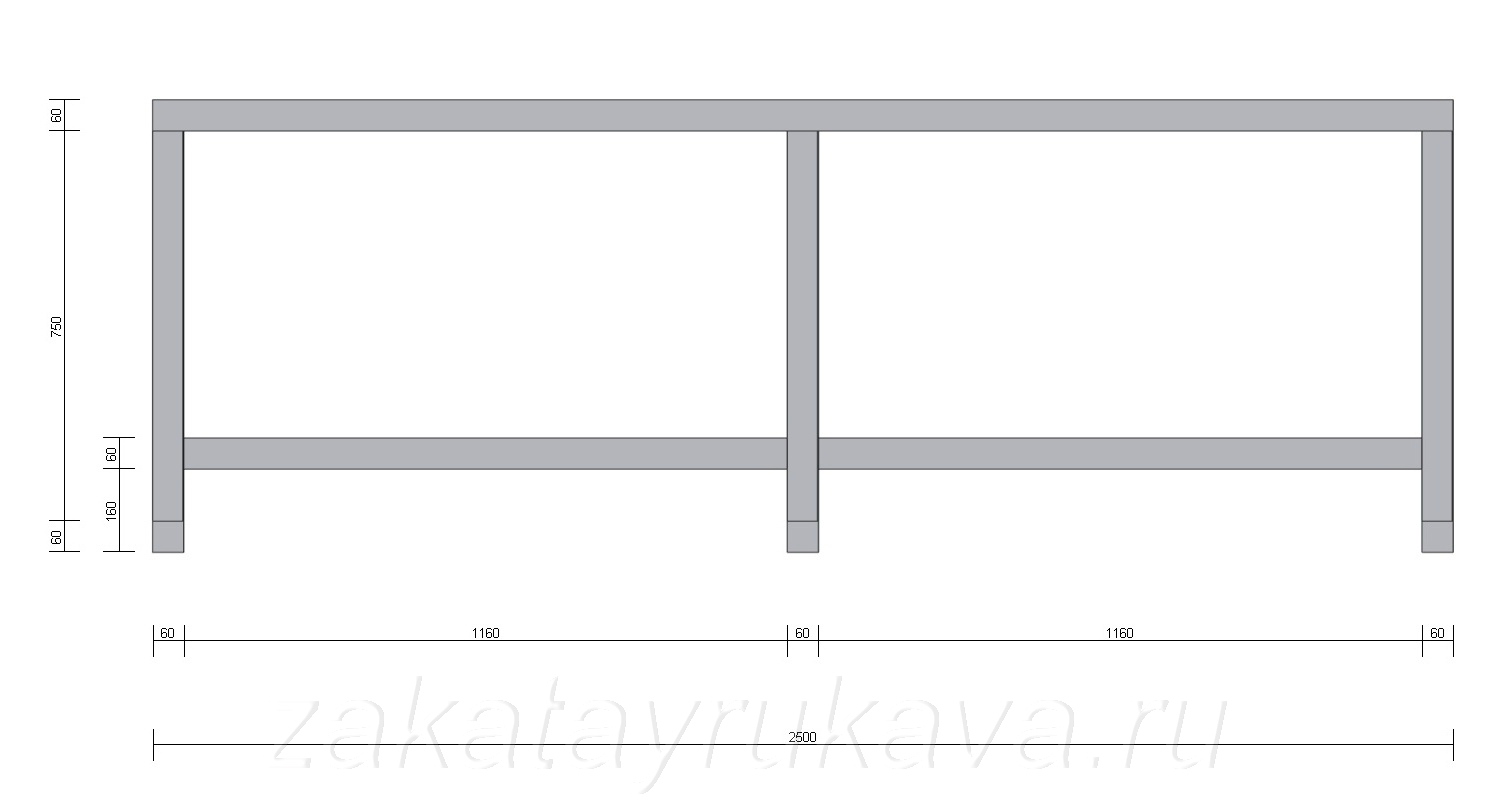
Базовая сварная конструкция №1 в количестве 2 шт.
Выполняется из профиля 60x40 мм.

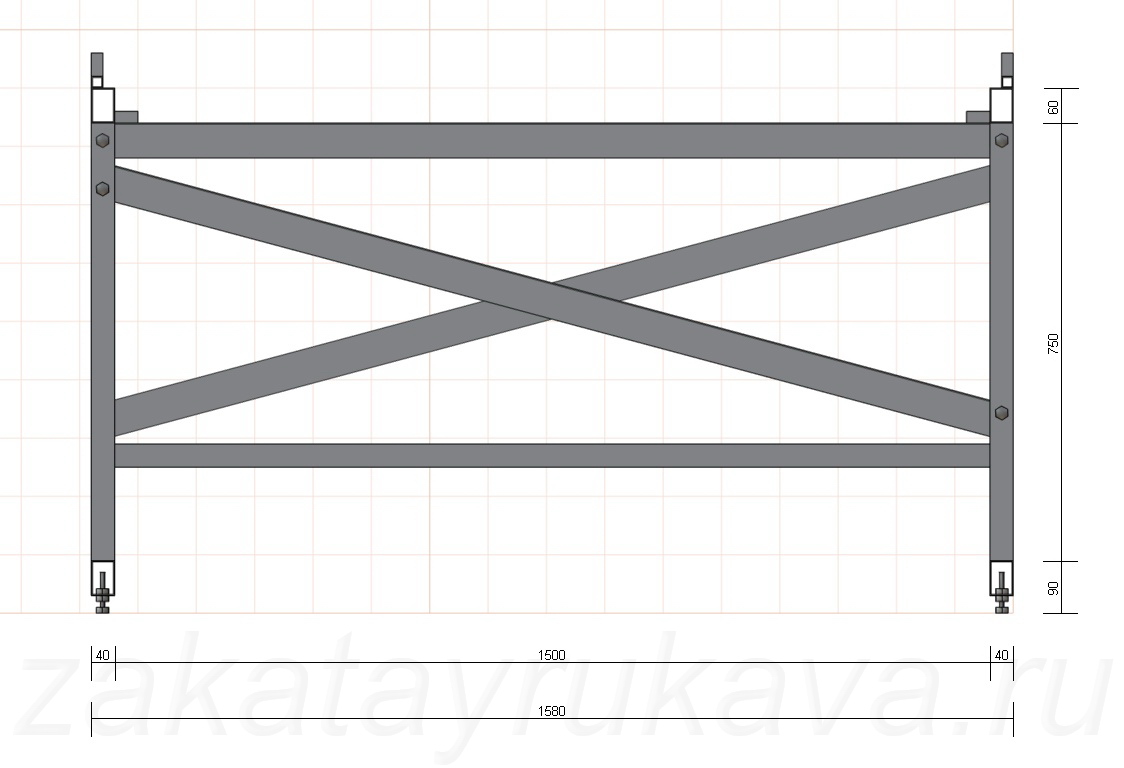
Базовая сварная конструкция №2 в количестве 2 шт.
Выполняется из профиля 60x40 мм.
Размеры. Вид спереди.
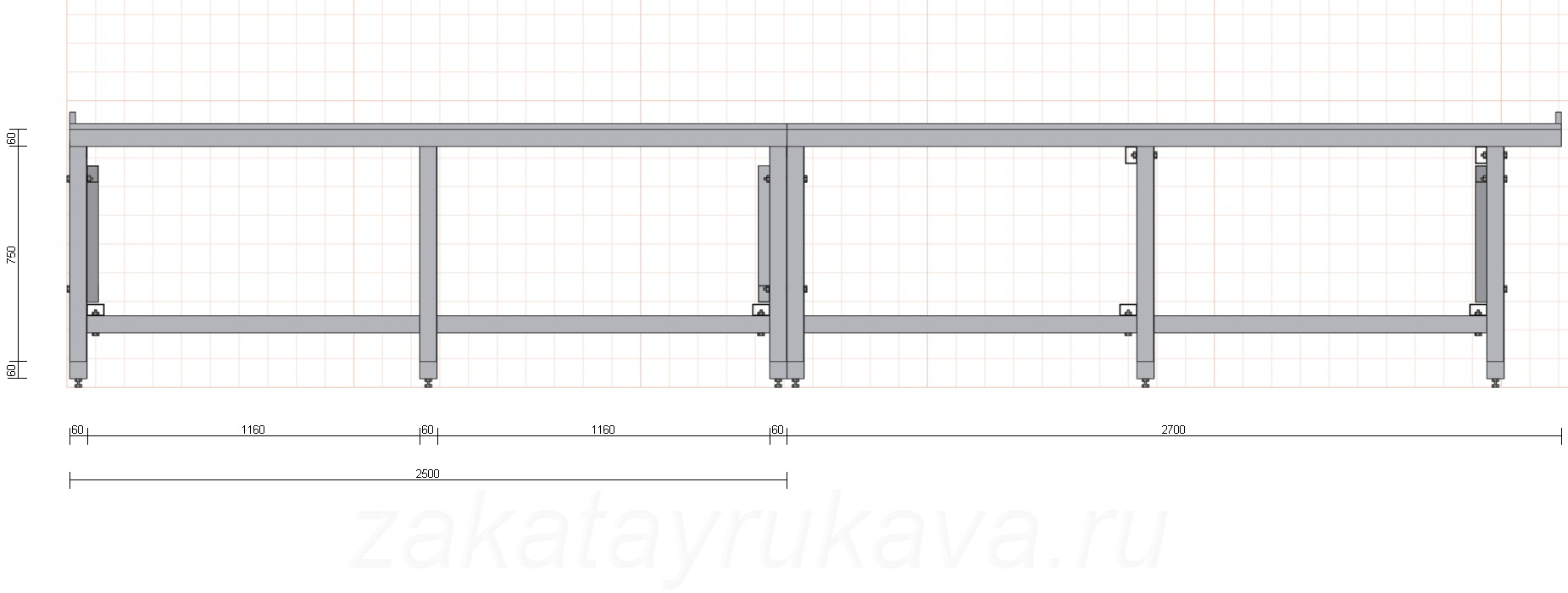
Размеры. Вид сбоку.

Размеры. Вид сверху.
Одна из четырех опор вакуумного стола.
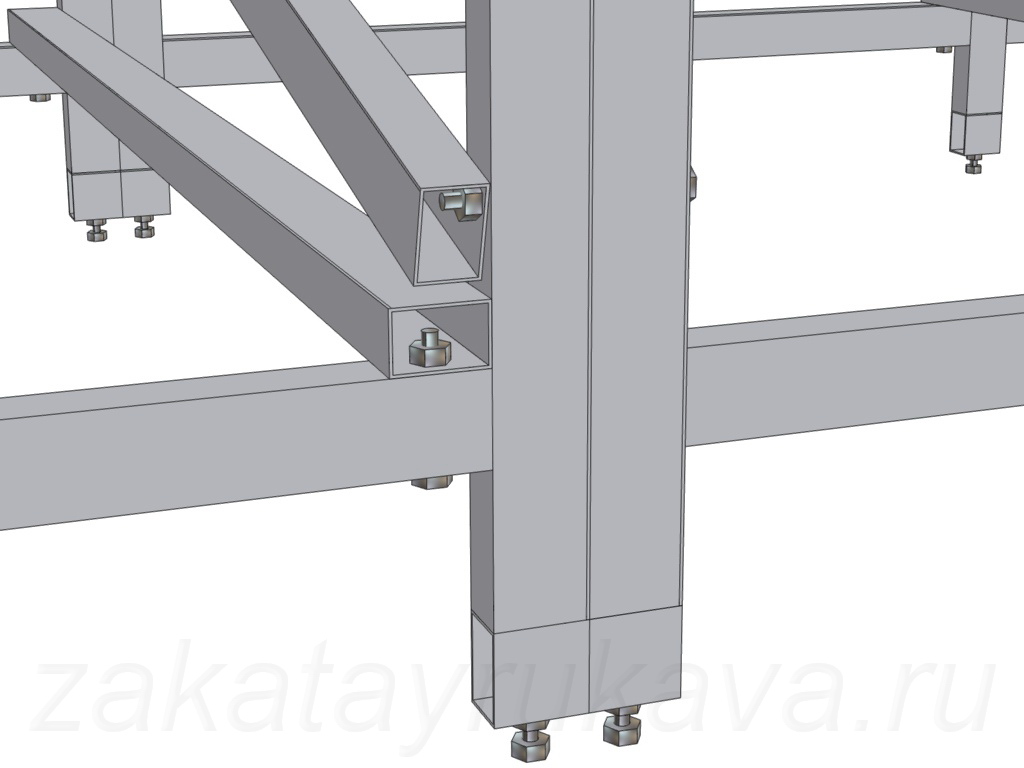

Крепления элементов конструкции.
Для удобства монтажа, отверстия допустимо делать овальной формы (фото справа).


Болт M10x60 в качестве регулируемой опоры.
Похожие статьи:
- Установка врезной кухонной мойки
- Соединение столешниц под углом 90 градусов
- Ремонт строительного фена Интерскол ФЭ-2000
- Кухонный стол своими руками
- Присадка мебельных петель
- Кондуктор для сверления в торец
- Устройство и ремонт бытовых фенов
- Отделка торцов ДСП кантом ПВХ
- Подключение автоматических выключателей (автоматов)
- Ремонт микроволновой печи Panasonic NN-G335WF
- Вакуумный пресс своими руками. Часть IV. Вакуумная система (+114)
- Вакуумный пресс своими руками. Часть III. Вакуумный стол (+82)
- Ремонт микроволновой печи Panasonic NN-G335WF (+77)
- Вакуумный пресс своими руками. Часть V. Термомодуль (+62)
- Замена картриджа в смесителе (+47)
- Ремонт сабвуфера SVEN HA680W. Часть II. Перемотка катушки динамика (+40)
- Установка врезной кухонной мойки (+37)
- Ремонт строительного фена Интерскол ФЭ-2000 (+35)
- Вакуумный пресс своими руками. Часть I. Введение (+32)
- Соединение столешниц под углом 90 градусов (+20)

- Багажник для кофра на мотоцикл Stels Flex 250
-
1 год назад
Обалденно сделано,круто и очень информативно. >>
-
3 года назад
Здравствуйте а приобрести у вас крепление возможно?) >>
- Клеммы WAGO: виды, особенности монтажа
-
3 года назад
О спасибо, было интересно, много нового для себя узнал!
 >>
>>
- Обзор цифрового мультиметра APPA 107N
-
2 года назад
Думаю это не ремень для переноски, а магнитное крепление ... >>
- Переделка колонок Microlab Solo 1C
-
1 год назад
Повторил, все работает. Теперь ничего лишнего в колонках. >>
-
2 года назад
Повторил все как в статье + добавил блютуз модуль, запитал ... >>
-
2 года назад
Здравствуйте, а схемы случайно нет? >>
Комментарии
Я правильно понял, стол длиной 5 м, но можно сделать половину от него если не делать откатным верх (громоздко слишком)?
Можно ли обойтись без сварки без значительной потери в жесткости конструкции? например заменить угловые ножки с трубы на уголки, тогда к ним можно прикручивать ))
Без сварки, наверное, можно обойтись, но не разумно настолько усложнять процесс изготовления.